为了给您提供更的精密钢管_35#精密管好货采购产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
以下是:昭通鲁甸精密钢管_35#精密管好货采购的图文介绍
诚信与敬业为立足 [钢管]市场之根本,技术与质量为引导 [钢管]市场之前提,服务与指导为巩固 [钢管]市场之关键,融拓金属材料(鲁甸县分公司)人以用户利益为己任,服务于社会。



冷轧基本的工艺流程是:热轧毛管—>毛管检查、修磨—>毛管酸洗—>毛管酸洗后复检—>冷轧—>精拉道次前矫直—>酸洗、润滑—>精拉—>成品前处理—>入库。
生产需要注意控制:毛管壁厚要均匀、内外表面缺陷少;要配置外表面抛光及内孔缺陷清理设备。 与普通冷轧钢管相比,冷轧精密无缝钢管生产增加了热轧毛管酸洗复检工序,主要是要保证毛管外表面无折叠、裂纹等缺陷,排除掉内表面存在折叠、严重划线、麻面等缺陷的毛管。一般冷轧精密无缝钢管生产所使用的工具的表面光洁度要求在Ra0.4以上,尺寸精度达到H3以上,硬度要求在HRC70以上。同时要求拉轧过程中不能出现顶头或模具粘钢现象。
退火在所有的冷轧管生产中是非常重要的工序,退火质量的好坏既影响钢管的性能也影响氧化铁皮的。冷轧精轧管需要配置无氧化光亮退火炉设备。精密无缝钢管在硫酸酸洗过程中容易形成以Fe2O3、Fe3O4为主的“黑渣”,在后续生产中形成表面黑斑。Fe2O3、Fe3O4易溶于盐酸,为防止黑斑形成则在酸池中加入5-10g/l的NaCl 应选用树脂作润滑剂,这种润滑与磷化加润滑(皂化)相比有明显的区别,轧制出来的钢管呈现铁基体的本色,既有高的光洁度又有冷轧管般的漂亮外观色泽。生产冷轧精密无缝钢管的工业控制包括模具设计、退火、酸洗、润滑等条件控制,同时应在毛管质量检测、整修方面做好工作。



切成单根钢管后,每批钢管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压机检测装置严格控制。试验参数自动打印记录。管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
精轧管生产工艺特点:精轧管的生产工序,与用其它方式生产的大直径钢管的生产工序相比,有如下特点:原料准备工序简单;原料上机后,管坯用一道工序就可做成;不需要矫直工序。
精密无缝钢管机的生产效率一直是人们为关注的问题。提高冷轧管机的生产效率就是提高冷轧精密无缝钢管机的小时产量产量A、一般用下式进行计算冷轧管机的小时.从上式可知,提高轧厚壁无缝管机产量的 个重要途径就是提高轧管机的速度。要想提高轧管速度,必须首先解决轧管机机架的惯性力和惯性扭矩的平衡方法及具体结构,各个零部件的强度和刚度以及润滑、冷却、使用寿命等问题。加大送进量,和提高延伸率人是提高轧管机产量的又一有效的措施。为此,采用环形孔型块是理想的解决方法,它既有利于加长机架行程又不过多地增加轧辊的直径。


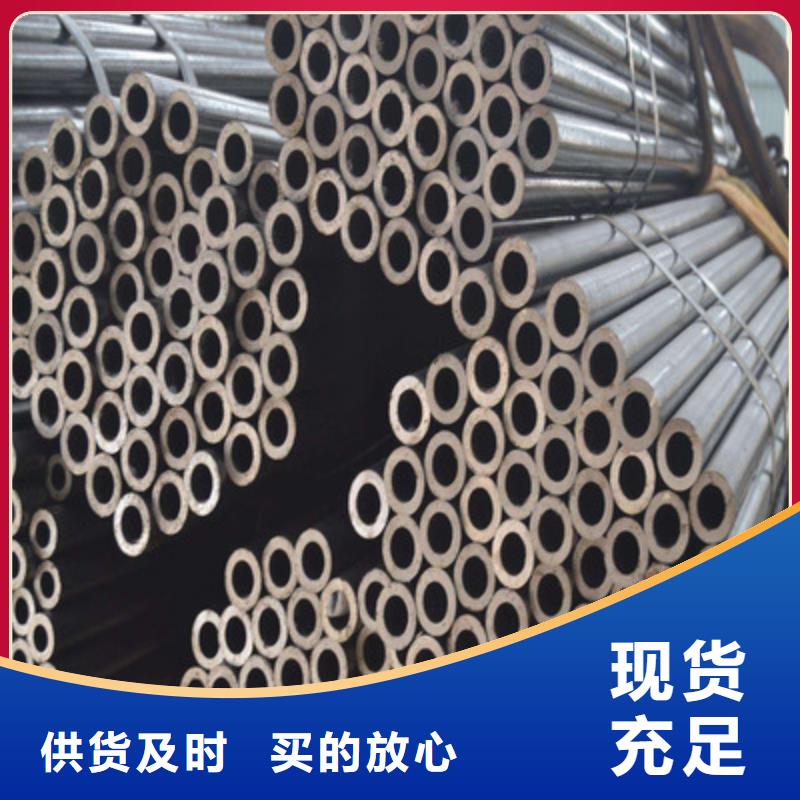
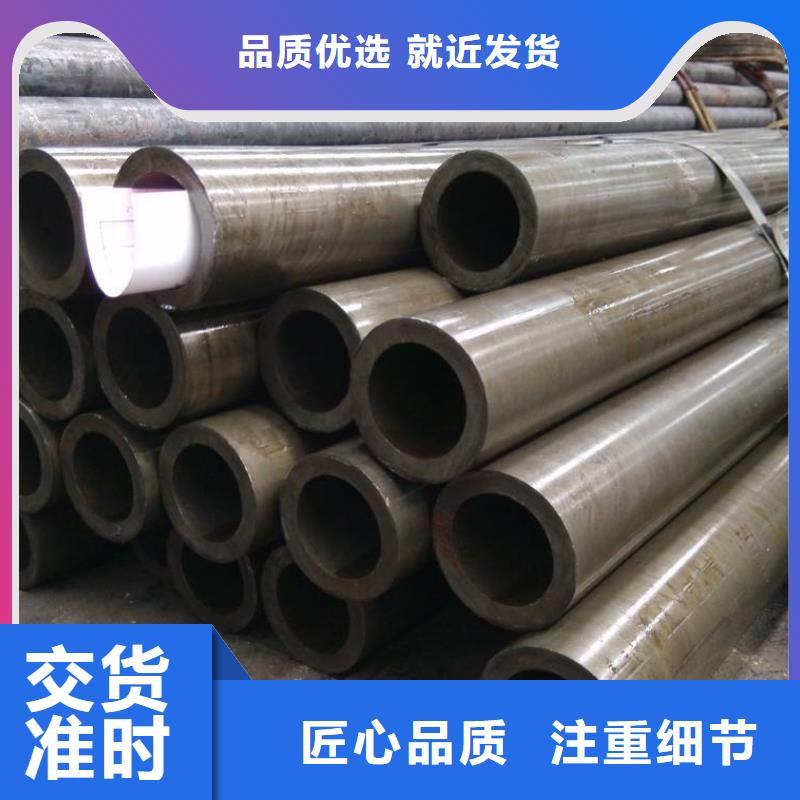
精轧管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于精轧管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等有点,所以主要用来生产气动或液压元件的产品,如气缸或油缸,可以是无缝管,也有焊接管。精轧管的化学成分有碳C、硅Si、锰Mn、硫S、磷P、铬Cr。
常用材质:精轧管的常用材质为10 、20 、35 、45 。可生产的材质则很多,钢只要是不太硬,基本都可根据需要进行生产。如:10 ,35 ,16Mn,40Cr.精轧管的制作程序是比较繁琐的,生产的状况也是比较好的,性能是比较优越的,在使用上也是不断地进行发挥出来良好地作用的,因此的话精轧管从某种意义上来说是一种良好的钢材类型。
大多数的精轧管是可以进行加工的,在加工的时候一定要和厂家说清楚您的用途是什么,需要什么规格和型号的,加工的方式和温度都要说清楚,这样的话厂家可以根据您的描述进行自由去选择加工的方法和方式以及结构。精轧管是我们比较熟悉的,在加工的时候一定要附带您的联系方式,还有相关的精轧管的邮寄地址等等。







 扫一扫
扫一扫